文章来源:http://www.shuaigangmj.cn发布时间:2016-05-30 10:37笔者:帅钢模架
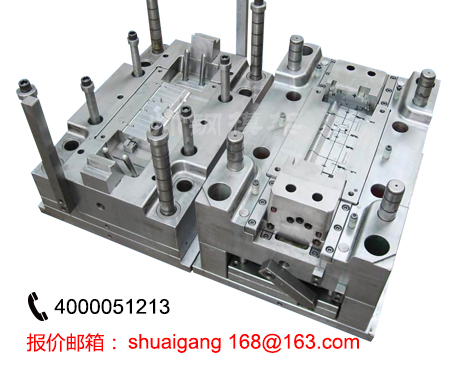
1. 标准模架的选择
1) 标准模架的刚性及强度要好
2)凸模、凹模和凸凹模等工作零件的选材要好, 要求热处理变形小,硬度达55 -60HRC以上,淬硬层 深度较深。
3)卸料板、顶件板和顶出块等承受强压的零件硬 度不小于40HRC。
4)聚氨酯橡胶选用中等以上硬度。
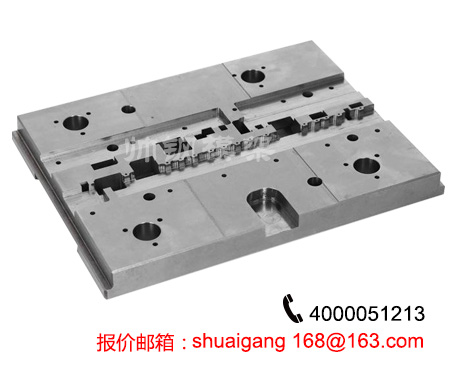
2.冲修外轮廓
2)定位圈的基本尺寸按实际测得的落料件小门 的实际外形尺寸确定,并带单向正偏差(,安装 时其周围的*值一定要保持均匀。
3) 标准模架的刚性及强度要好,建议采用导向精度高 的滚动导向模架。
4)冲修模的凸模与凹模选材要好,要求热处理硬 度达55HRC以上,且工作面的粗糙度为8,jLin以 上。
5)冲修模的凸模与凹模单边间隙取0.02 ~ 0. 03mmo
6)顶出块下方的弹性元件一定要有11. 5mm的 预压量,且在开模状态时顶出块的端面应高出凹模面 1-1. 5mm0
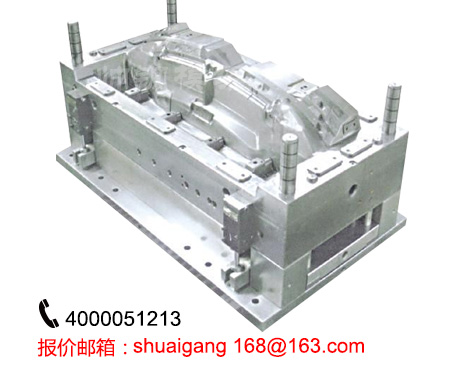
3.烤漆或喷塑
最后,经对小门边缘及大门门孔边缘烤漆或喷 塑,大、小门配合尺寸完全满足用户要求。
4.结语
在进行厚料冲裁时,为了得到光整的冲裁断面和 平整的板面,实现美观、无缝的安装效果,普通冲裁是 不能满足要求的。要得到边缘光整的冲件,传统的生产工艺一般是采用精密冲压。